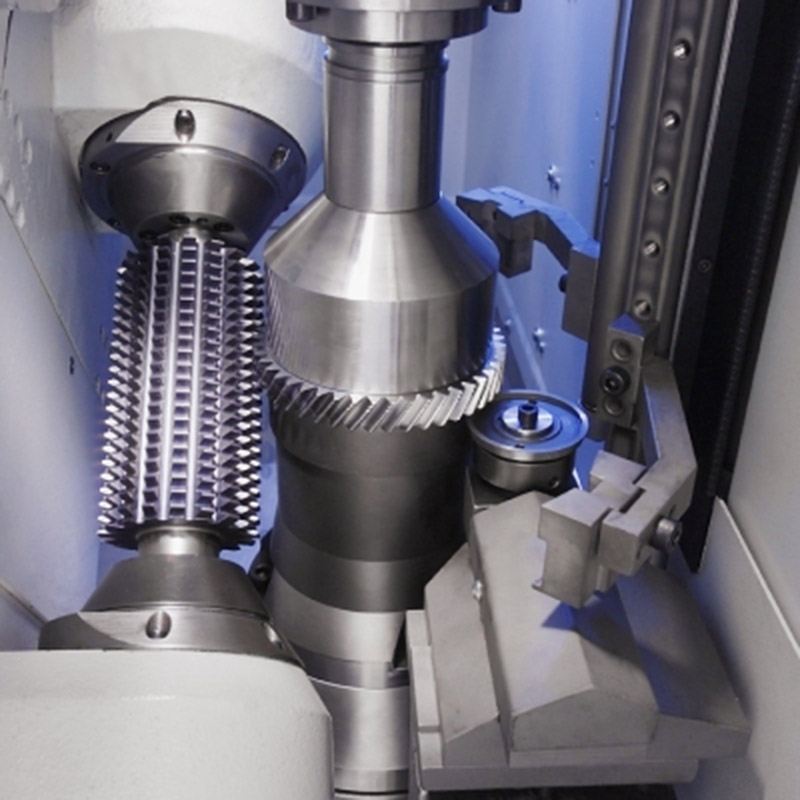
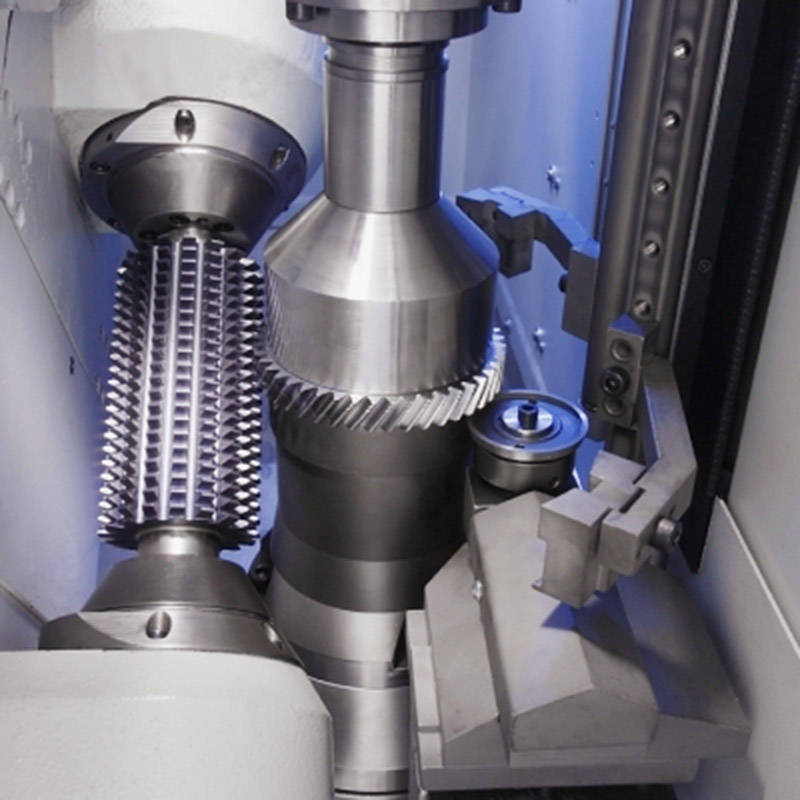
定制 齿轮齿轮齿条的加工一般选用钻削法,而传动齿轮的钻削加工法能够分成仿形法与范成法两类。 仿形法。仿形法是用与齿轮齿槽样子同样的园盘车刀或指状车刀在数控车床上开展加工。 范成法。范成法也叫展成法,它是运用齿轮的齿合基本原理来钻削传动齿轮齿廓的。

拉刀高度的调剂通常在装配新拉刀时进行,通过用厚度1致的垫片垫入刀座与进给滑台之间或采取可沿拉刀长度方向移动的专用调剂楔铁都可实现拉刀高度调剂。调剂楔铁的斜角为1°30′~2°,其长度应比拉刀总长大1个最大调理行程,其宽度等于拉刀底面宽度,楔铁上的紧固螺钉孔应做成长条形,其长 度应大于楔铁的行程长度。
定制 磨前滚刀偏差造成缘故清除方式: 在齿轮全部工艺规程中,滚齿是常常造成偏差的阶段,滚齿常常发生的难题及缘故关键有:齿轮轴向圆柱度偏差,因为齿坯几何图形轴力和安裝轴力;用夹装精准定位时,与数控车床核心轴力,根据提升齿坯基准点精度,提升工装夹具精准定位面精度,提升调节水准,拆换或再次装调等方法处理。