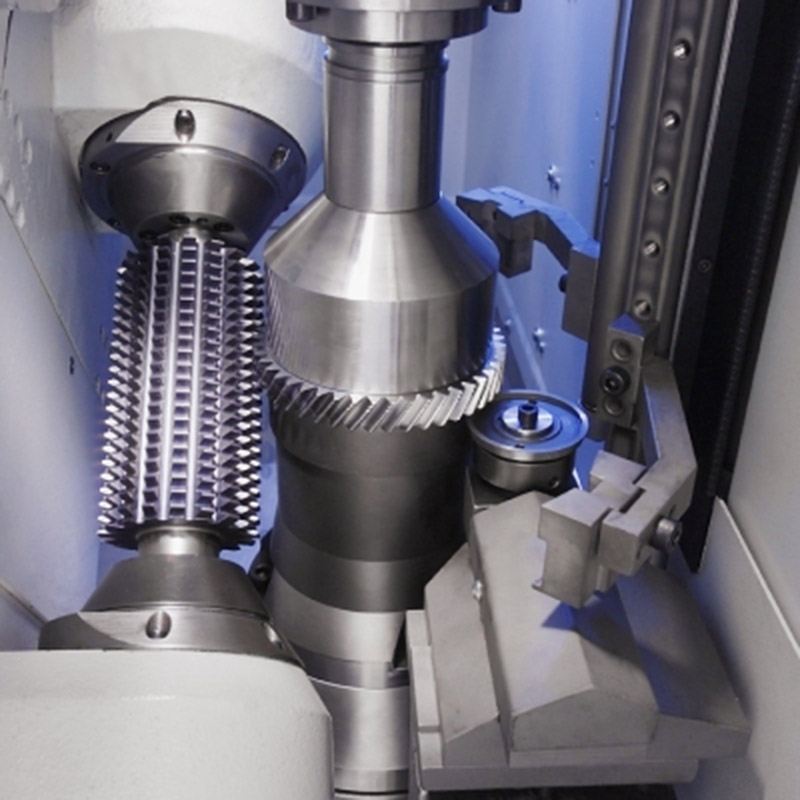
价格 齿轮齿条车刀选用性能卓越硬质合金刀具原材料生产制造,可热前软滚,使用期限较弹簧钢端铣刀大幅度提高,也可热后硬滚,是以滚代磨的挑选,用于加工该零件上的长齿轮齿条,不但确保了规格精密度、外表粗糙度规定,且制做起來简便易行,性价比高,数控刀片转速比无极可调式,可随意设置切削用量、走刀深层和循环系统频次,数控车床安裝有輔助上刀设备,主运动选用镶钢滑轨和翻转体构造。

价格 三角花键轴插齿刀装在数控刀片主轴轴承上﹐作转动运动和左右往复式插削运动﹔产品工件装在工作中台子上﹐作转动运动﹐操作台(或刀台)可横着挪动完成轴向进入运动。 数控刀片往返时﹐刀台向后稍加晃动完成让刀运动或操作台作让刀运动。

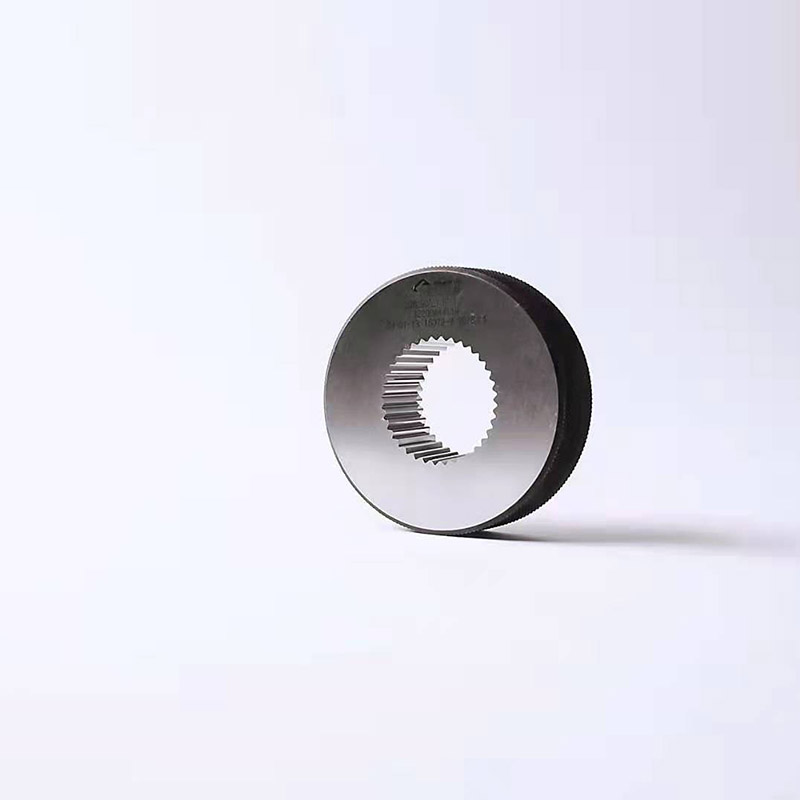
般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。