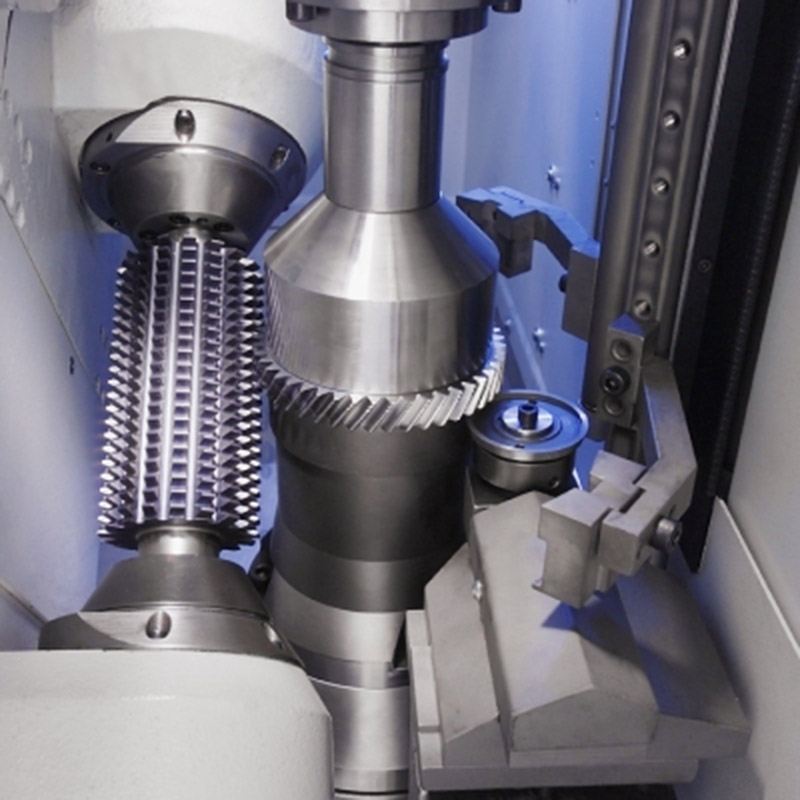
价格 弧形传动齿轮的生产制造加工工艺和渐开线齿轮锥齿轮的生产制造加工工艺基本一致,凡能钻削加工渐开线齿轮锥齿轮的数控车床,大多数能加工弧形传动齿轮,加工方式 有成型法和展成法二种,弧形传动齿轮还可以用这二种方式 加工,在加工中关键用滚刀滚切,滚切加工方式 不但生产制造高效率,并且切出来的传动齿轮精度也很好,绝大多数弧形滚刀全是用滚切法加工的。

价格 因为数控车床分度蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升 分度蜗杆副的生产制造精度和安裝精度,提升 操作台锥型滑轨副的相互配合精度,提升 滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式 处理。 滚刀的轴向和径向圆柱度过大;分度蜗杆和分度蜗轮蜗杆齿距偏差;齿坯安裝轴力,根据提升 滚刀的安裝精度,修补或拆换分度蜗杆副,清除齿坯安裝偏差等方式 处理。

价格滚刀包含基座及固定设置在基座上的2个纵向承重板,在2个上述纵向承重板中间设定有两个互相平行面的直线滑轨,2个上述直线滑轨的导轨滑块与同一个联接座固定不动联接,在该联接座的顶端配有修形金刚笔,上述联接座法兰连接有水准滚珠丝杆。 磨前滚刀偏差造成缘故清除方式 : 在传动齿轮全部工艺规程中,滚齿是常常造成偏差的阶段,滚齿常常造成的难题及缘故关键有:齿轮轴向圆柱度偏差,因为齿坯几何图形轴力和安裝轴力;用夹装精准定位时,与数控车床管理中心轴力,根据提升 齿坯基准点精度,提升 工装夹具精准定位面精度,提升 调节水准,拆换或再次装调等方法处理。

1、高速钢:高速钢特别适用于制造结构复杂的成形刀具,孔加工刀具例如各类铣刀、拉刀、齿轮刀具、螺纹刀具等;由于高速钢硬度,耐磨性,耐热性不及硬质合金,因此只适于制造中、低速切削的各种刀具。高速钢按其性能分成两大类:普通高速钢和高性能高速钢。2、硬质合金:硬质合金大量应用在刚性好,刃形简单的高速切削刀具上,随着技术的进步,复杂刀具也在逐步扩大其应用。钨钴类硬质合金是由WC和 Co烧结而成,代号为YG,一般适用于加工铸铁和有色金属等脆性材料。