1.拉刀耐用度高:由于拉削速度小,切削温度低,刀具磨损慢,因此拉刀的耐用度较高。2.拉削加工应用范围广 :拉刀可以加工出各种形状的通孔及没有障碍的外表面有些其他切削加工方法难于完成的加工表面,可以采用拉削加工完成。3.拉床结构简单:拉削一般只有主运动,进给运动靠拉刀切削部分的齿升量来完成,因此拉床结构简单,操作也方便。

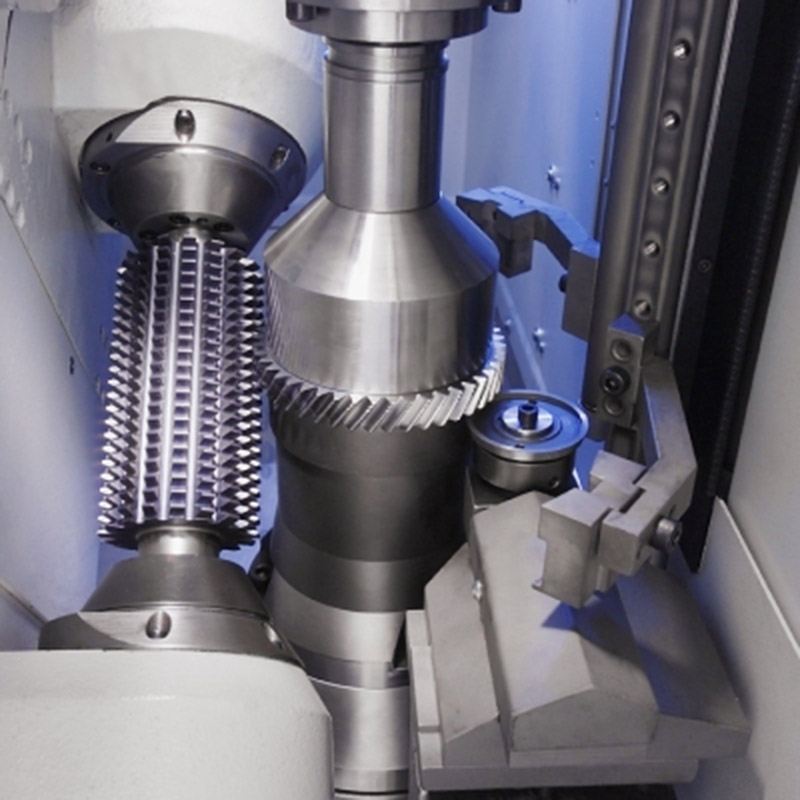
在长刀座6上顺次布置了若干刀槽,为满足齿升量的不同要求,各刀槽的底面高度尺寸各不相同。加工时,切削平面与工件的回转轴线相互平行。由于可转位刀片的刃长较窄,而需加工的轴颈较宽,因此需将多个可转位刀片沿轴颈轴线方向并排布置,以到达轴颈宽 度,两相邻刀片应在相交处的左右各堆叠1部份,以保证加工后不留刀痕。

拉削加工与其他切削加工方法相比较,具有以下特点:(1)生产率高:由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能够完成粗—半精—精加工,因此生产率很高,尤其是加工形状特殊的内、外表面工件时,效果尤为显著。(2)拉后工件精度与表面质量高:由于拉削速度比较低(目前一般不超过0.30m/s),拉削平稳,切削厚度薄(一般精切齿的切削厚度为0·005∽0.015mm),因此可加工出精度为IT7~8,表面粗糙度Ra3.2~0.5的工件,若拉刀尾部装有浮动挤压环,则可达Ra0.4∽0.2。